FANUC A20B-1005-0190 | لوحة تحكم مشغل المغزل — أنظمة مضخم المغزل AC
رقم القطعة: A20B-1005-0190
الشركة المصنعة: FANUC Corporation (اليابان)
نوع المنتج: لوحة تحكم مشغل المغزل
سلسلة اللوحة: A20B-1005
ماذا تفعل هذه اللوحة
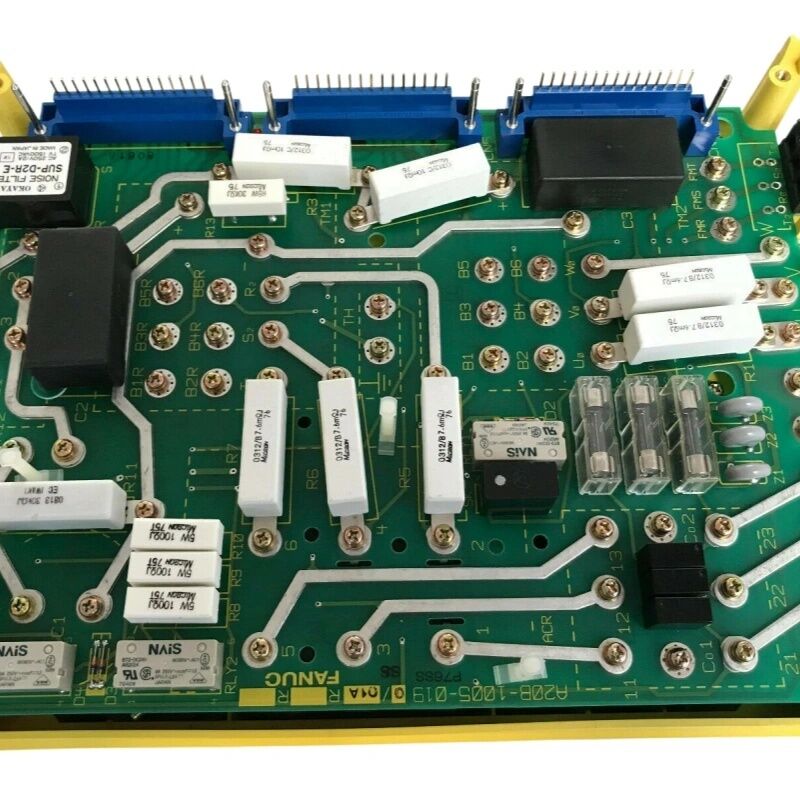
A20B-1005-0190 هي لوحة التحكم داخل مشغل مغزل FANUC AC. وهي تتعامل مع المنطق الذي يقع بين أمر المغزل الخاص بـ CNC ومخرج المحرك الفعلي — قراءة سرعة الدوران المستهدفة من CNC، ومقارنتها بتغذية السرعة الفعلية، وتعديل خرج PWM، ومراقبة الإشارات الحالية ودرجة الحرارة والمشفر في الوقت الفعلي.
إنها لوحة قسم التحكم، وليست لوحة مرحلة الطاقة. هذا التمييز مهم للتشخيص. تحتوي مرحلة الطاقة على ترانزستورات IGBT التي تقوم بتبديل تيارات المحرك العالية. لوحة التحكم هي الإلكترونيات التي تخبر هذه الترانزستورات متى تقوم بالتبديل. العديد من أعطال المغزل التي تبدو كمشاكل في مرحلة الطاقة — إنذارات التيار الزائد عند التسارع، والسرعة المتقلبة — تنشأ بالفعل في إلكترونيات التحكم. يقوم IC مشغل البوابة المعيب على لوحة التحكم بإرسال نبضات توقيت غير صحيحة إلى ترانزستورات الطاقة، وتكون النتيجة تبدو كعطل في الترانزستور. استبدال لوحة التحكم هو الخطوة الأولى الصحيحة في هذه الحالات.
تغطي سلسلة A20B-1005 لوحات التحكم المطابقة لتكوينات مشغل مغزل FANUC AC المحددة، مع واجهة الإشارة الصحيحة ومنطق الحماية وبروتوكول الاتصال لهذه المشغلات.
بعد الاستبدال
عند تركيب لوحة تحكم بديلة، تحقق من معلمات المشغل. تخزن لوحة التحكم الإعدادات الخاصة بالمحرك — التيار المقنن، معايرة السرعة، معلمات التطبيق. إذا كانت اللوحة السابقة تحتوي على إعدادات مخصصة، فاستعدها من قائمة معلمات مسجلة قبل إعادة المغزل إلى الإنتاج. تخطي هذه الخطوة هو السبب الأكثر شيوعًا للمشاكل بعد الاستبدال.
المواصفات الرئيسية
| المعلمة |
القيمة |
| رقم القطعة |
A20B-1005-0190 |
| السلسلة |
A20B-1005 |
| النوع |
لوحة تحكم مشغل المغزل |
| درجة حرارة التشغيل |
0–55°C |
| درجة حرارة التخزين |
−20–60°C |
| الرطوبة |
75% RH كحد أقصى (غير متكثف) |
| الأصل |
اليابان |
الأسئلة الشائعة
س1: يظهر المغزل إنذار تيار زائد عند التسارع. ترانزستورات الطاقة تختبر بشكل جيد. هل يمكن أن تكون هذه اللوحة هي السبب؟
نعم. يتسبب مشغل البوابة المعيب على لوحة التحكم في تبديل ترانزستورات الإخراج بشكل غير صحيح، مما يؤدي إلى حدوث طفرة في التيار تؤدي إلى تشغيل اكتشاف التيار الزائد — حتى عندما تكون الترانزستورات نفسها سليمة. استبدل لوحة التحكم أولاً وتحقق من المعلمات قبل الاختبار تحت الحمل.
س2: سرعة المغزل تتقلب أثناء القطع. المحرك والمشفر يبدوان سليمين. ماذا يجب التحقق منه؟
تقلب السرعة مع نظام ميكانيكي سليم يشير إلى منظم السرعة أو معالجة التغذية الراجعة على لوحة التحكم. أولاً، تأكد من نبضات المشفر النظيفة عند مدخل اللوحة. ثم راجع معلمات كسب منظم السرعة. إذا كان كلاهما صحيحًا، فقد تكون دوائر المنظم في اللوحة تحتوي على مكونات متدهورة.
س3: بعد استبدال اللوحة، يعمل المغزل ولكن التوجيه لا يكتمل. لماذا؟
يعتمد التوجيه على نبضة Z للمشفر ومعلمات التوجيه في المشغل. تأكد من نقل هذه المعلمات من التكوين الأصلي. إذا كانت المعلمات صحيحة، فتحقق من وصول إشارة Z إلى طرف الإدخال الصحيح للوحة البديلة.
س4: يجتاز المشغل اختباره الذاتي ولكنه يتعطل عند أول أمر سرعة من CNC. ماذا يشير هذا؟
الاختبار الذاتي الطبيعي ولكن العطل عند أول أمر من CNC يشير إلى أن واجهة الاتصال على لوحة التحكم لا يمكنها تفسير الأمر التسلسلي من CNC بشكل صحيح. تحقق من الكابلات بين CNC والمشغل أولاً. إذا كانت الكابلات جيدة، فإن دائرة الاتصال في اللوحة هي العطل.
س5: كيف يجب تخزين هذه اللوحة كقطعة غيار وقائية؟
قم بتخزينها في عبوات مضادة للكهرباء الساكنة في درجة حرارة الغرفة المستقرة، بعيدًا عن الرطوبة. قبل التخزين، سجل إعدادات المعلمات من اللوحة المثبتة — قطعة غيار بمعلمات موثقة تقلل وقت الاستعادة إلى النصف عندما تكون القطعة الغيار مطلوبة في النهاية.

 يجب أن تكون رسالتك بين 20-3000 حرف!
يجب أن تكون رسالتك بين 20-3000 حرف!